Controlling Wear Uniformity of Jaw Crusher Tooth Plates
Jaw crusher tooth plates are the workhorses of any crushing operation — and also the first things to give out. When wear concentrates in one zone instead of spreading evenly across the plate, you get premature failure, unexpected downtime, and a spike in operating costs. The real challenge isn't just making tooth plates last longer. It's making them wear evenly so every millimeter of material does useful work before replacement.
Why Uniform Wear Matters More Than Total Wear Resistance
Most operators focus on extending service life. That's the wrong priority. A tooth plate that lasts 300 hours but loses 80% of its crushing ability after 150 hours is worse than one that delivers consistent performance for 250 hours and then gets swapped out.
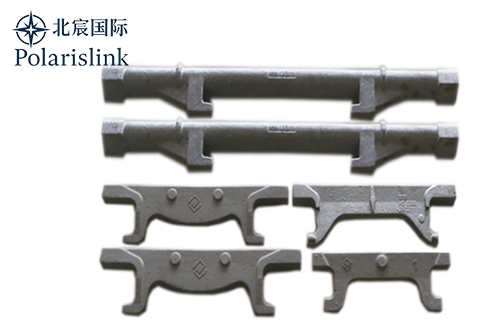
The fixed jaw plate and movable jaw plate form the crushing chamber. Material gets squeezed, bent, and split between them. If the wear pattern concentrates at the discharge opening — which it naturally tends to do — the upper ends of the plates disappear faster than the lower sections. The result: the gap widens unevenly, product size drifts, and the whole machine starts shaking.
Shaking is a red flag. Loose foundation bolts, an unstable base, or a flywheel that has drifted from its slot will all cause vibration. But uneven tooth plate wear is often the root cause that operators overlook until it's too late.
Material Selection: The Foundation of Even Wear
The material you choose sets the ceiling for how uniformly your tooth plates can wear.
Standard high manganese steel (Mn13) has been the go-to for decades. It offers excellent toughness and work-hardening ability under high-impact conditions. But here's the catch — jaw crusher tooth plates operate under medium impact stress, not high impact. That means the work-hardening effect never fully activates, and the surface stays relatively soft. The plate wears, but not in a controlled way.
Mn13Cr2 and Mn18Cr2 push the envelope further. Adding 2% chromium improves hardness without sacrificing too much toughness. Mn18Cr2, with manganese content pushed to 17–19%, delivers noticeably better wear resistance and a more predictable wear curve. For the most demanding applications, Mn22Cr2 (20–24% Mn, 1.5–2.5% Cr) provides the highest wear resistance among manganese-series alloys, though at the cost of some brittleness.
The chemical composition matters down to the decimal point. For Mn13Cr2, you're looking at C 1.05–1.35%, Mn 12.7–13.5%, Cr 2.0–2.2%, Si 0.30–0.90%, with P and S kept below 0.06% and 0.04% respectively. Small deviations in carbon or manganese content shift the wear behavior dramatically.
Casting Process: Where Uniformity Gets Engineered
Material alone won't solve the problem. How you cast the tooth plate determines whether wear stays even or runs away.
Hard Alloy Rod Inlay Technique
One of the most effective methods involves casting YG20 hard alloy rods directly into the crushing teeth of a high manganese steel tooth plate. YG20 contains 80% WC (tungsten carbide) with a cobalt binder, delivering hardness of HRA 80–83.5 and density of 13.4–13.8 t/m³.
The trick is placement. Wear is heaviest at the upper discharge end of the plate, so the alloy rod density is increased there — six rows of teeth at both the top and bottom use a dense-hole template, while the middle thirteen rows use a sparse template. This ensures the ends, which wear fastest, have the most reinforcement.
During the lost foam casting process, each YG20 rod gets welded to a Q235 steel cylinder (30mm long, 2–3mm larger in diameter than the rod) before insertion. This prevents the rods from shifting when the foam pattern vaporizes during pour.
Lost Foam Casting and Residual Heat Treatment
Lost foam casting produces tooth plates with superior dimensional accuracy and a cleaner surface finish compared to traditional sand casting. Combined with casting residual heat treatment, the microstructure becomes more uniform, which directly translates to more uniform wear.
The surface of a properly cast tooth plate shows the wear scars under a scanning electron microscope — you can see abrasive sharp corners causing short-range sliding wear, along with micro-cracks on the surface. Controlling these micro-features through casting quality is what separates a plate that wears evenly from one that chews itself apart.
Design Factors That Influence Wear Distribution
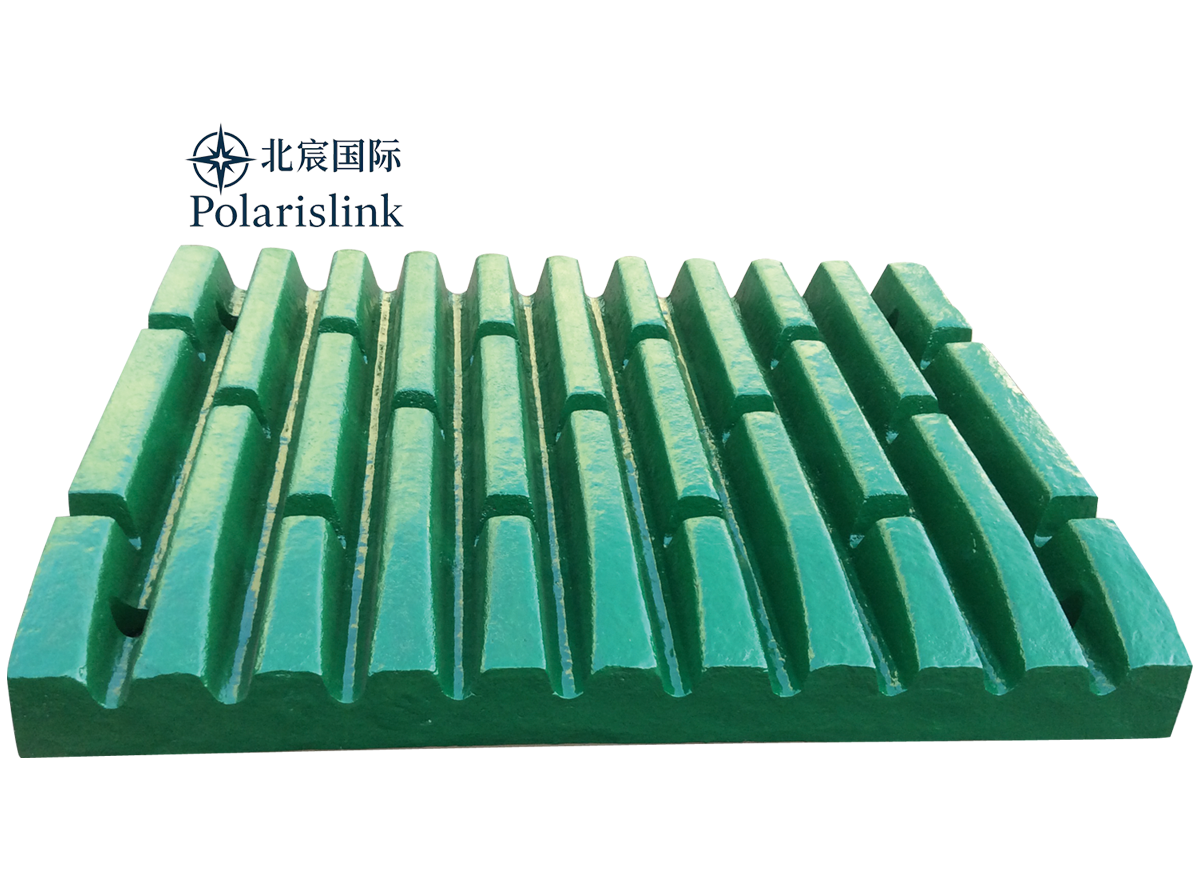
The geometry of the tooth plate isn't just about crushing efficiency — it dictates where material contacts the surface and how force distributes across each tooth.
Tooth profile and arrangement should match the feed material. Hard, abrasive rock like granite or basalt demands a different tooth shape than softer limestone. The upper and lower ends of the plate should be designed for easy flipping — since those zones wear fastest, being able to reverse the plate effectively doubles usable life.
Chamber design plays a role too. A deep crushing chamber with a V-shaped profile increases the stroke at the bottom and reduces vertical movement. This shifts more of the crushing action to the lower part of the plate, balancing the wear between top and bottom. Modern designs use wedge-type discharge adjustment instead of the old shim method, giving operators finer control over the gap and reducing uneven loading.
Double toggle vs. single toggle mechanisms also affect wear patterns. Double toggle designs distribute the crushing force more evenly across the full length of the plate, while single toggle designs concentrate force toward the bottom. For uniform wear, double toggle tends to win — though single toggle wins on simplicity and power consumption.
Maintenance Practices That Preserve Wear Uniformity
Even the best tooth plate will wear unevenly if the machine isn't kept in check.
Check the foundation bolts regularly. A loose bolt on one side causes the entire machine to shift, which loads one jaw plate harder than the other. The same goes for the flywheel — if it drifts from its slot, the balance breaks and vibration accelerates uneven wear.
Inspect the toggle plate and elbow plate connection. When these wear or crack, the motion trajectory of the movable jaw changes, and suddenly the wear pattern on the tooth plate shifts dramatically.
For high manganese steel plates, the surface hardness should stay around HB 240 or below. If you measure significantly higher, it means work-hardening has occurred unevenly — usually a sign that the impact conditions don't match the material grade. Switching to Mn18Cr2 or adding hard alloy inlays at the high-wear zones corrects this.
Periodic measurement of the tooth plate profile — not just thickness, but the actual shape — tells you whether wear is staying uniform. When the upper discharge end drops more than 30% faster than the lower section, it's time to either flip the plate or replace it. Catching this early saves far more than reacting after the machine starts shaking.