Fitting Wear Parts on Older Jaw Crusher Models
Older jaw crushers don't die — they just get expensive to run. The frame is solid, the flywheel still spins, the toggle mechanism works fine. But the wear parts? Those are gone. And here's the frustrating part: finding replacements that actually fit is harder than it should be. Manufacturers stopped producing spare parts for legacy models years ago. Operators are left scrambling through aftermarket suppliers, reverse-engineering dimensions, or modifying new parts to force a fit. None of these options are ideal, but all of them are being done every day in quarries and recycling plants around the world.
The real question isn't whether you can find a replacement. It's whether that replacement will perform the way the original did — or whether it will create new problems downstream.
What Makes Old Models So Difficult to Fit
The core issue is simple: old jaw crushers were built to different standards. Dimensional tolerances were looser, casting methods varied between factories, and many models were customized for specific operations. A jaw plate made for one 1990s-era crusher won't necessarily fit another machine from the same year, even if they look identical from the outside.
Dimensional Drift Over Time
Here's what nobody tells you: the crusher frame itself changes shape over decades of operation. The fixed jaw seating surface gets gouged and worn. The side cheek plates shift slightly as bolts loosen and re-tighten over hundreds of cycles. The discharge opening widens unevenly. By the time you pull the old tooth plates off, the mounting surfaces they sat on for twenty years no longer exist in their original form.
This means a new tooth plate that matches the original specification might not seat properly. The bolt holes could be off by a few millimeters. The curvature of the jaw surface might have changed enough that the plate rocks instead of sitting flush. These small misalignments cause uneven loading, which accelerates wear on both the new part and the frame it's mounted to.
Inconsistent Casting Standards Across Eras
Older manufacturing processes produced more variation than modern methods. A tooth plate cast in the 1980s might have wall thickness variations of plus or minus 5mm. A modern plate stays within 1–2mm. When you try to fit a modern aftermarket part into an old frame, those dimensional differences become a problem. The new part is more precise, but the old frame isn't. The result is a gap between the plate and the seating surface that creates movement, noise, and premature failure.
Material Compatibility Issues With Legacy Machines
Even when you get the dimensions right, the material might not match what the machine was designed for. This is where most operators make a costly mistake.
The Manganese Steel Trap
Most older jaw crushers were designed around Mn13 high manganese steel tooth plates. That was the standard for decades. Operators assume they need to stick with Mn13 when ordering replacements. But here's the thing — Mn13 work-hardens under high impact. Older crushers, especially single toggle designs from the 1970s and 1980s, often don't generate enough impact energy to fully activate the work-hardening effect. The plates stay soft, wear fast, and never reach their theoretical service life.
Switching to a higher-alloy manganese steel like Mn18Cr2 or Mn22Cr2 on an old machine can actually extend wear life by 40 to 60 percent. But you have to check the frame first. Higher alloy manganese steels are harder and more brittle than Mn13. If the old frame has cracks or stress risers, the harder plate can make those cracks grow faster. The plate itself might last longer, but it could take the frame with it.
Mixing Materials Is Risky
Some operators replace the fixed jaw plate with high chromium iron and keep the movable jaw in manganese steel. Or they put carbide inlays on one plate and leave the other plain. This creates an imbalance in the crushing chamber. The two jaws wear at different rates, the gap changes unevenly, and the product size drifts. The machine might run fine for a few weeks, but the mismatched wear patterns eventually cause alignment problems that are expensive to fix.
If you're going to mix materials, do it deliberately. Use the same upgrade on both plates. Match the hardness, match the wear rate, and keep the chamber geometry stable.
Practical Approaches to Fitting New Parts on Old Frames
There's no perfect solution. But there are workable ones.
Reverse Engineering the Worn Surfaces
When original drawings don't exist — and for most old models, they don't — the best approach is to reverse engineer the mounting surfaces from what's left of the machine. Take the old tooth plates off and use them as templates. Measure every curve, every bolt hole, every angle. Build a 3D scan if you can. Then work with a foundry that can cast to those exact dimensions rather than to some generic specification.
This costs more upfront. But it eliminates the guesswork. A plate that fits the actual worn surface of your frame will outperform a plate that fits the theoretical original spec every single time.
Using Shim Plates and Adapter Backing
For frames that have distorted beyond easy correction, shim plates are a practical fix. A shim plate is a thin steel plate — usually 10 to 20mm thick — that bolts between the worn frame surface and the new tooth plate. It fills the gaps caused by decades of wear and gives the new plate a flat, stable seating surface.
The shim has to be made from a tough material like Q345 or equivalent structural steel. It needs to be thick enough to bridge the gap but not so thick that it changes the crushing chamber geometry. Keep the shim under 20mm, or you'll start losing capacity.
Adapter backing plates work the same way but go on the inside of the frame, behind the tooth plate. They redistribute the clamping force across a wider area, which is critical when the original bolt holes have elongated from years of use.
What to Check Before Ordering Any Replacement
Before you buy anything, measure your machine. Not the spec sheet — the actual machine.
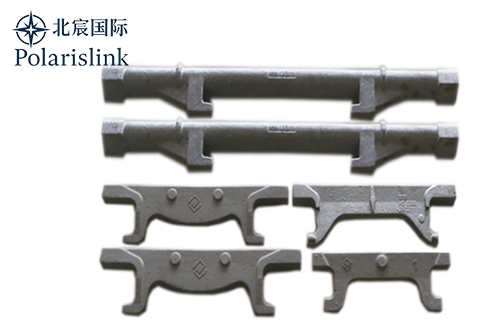
Check the fixed jaw seating surface for gouging deeper than 3mm. If it's deeper than that, a shim plate is mandatory. Check the side cheek plate alignment — if one side has shifted more than 5mm from the other, the whole frame is out of square and new tooth plates won't fix that. Check the toggle plate and elbow plate for wear — if those are worn, the jaw motion has changed, and any new tooth plate will wear unevenly regardless of how good the material is.
Measure the discharge opening at the top, middle, and bottom. If the gap varies by more than 10mm from top to bottom, the jaw plates have been wearing unevenly for a long time. A new set of plates won't correct that — you need to address the root cause first, whether it's feed distribution, nip angle, or a worn toggle mechanism.
One more thing: always order wear parts in matched sets. Both jaw plates, both cheek plates, both toggle plates. Replacing one side at a time saves money in the short run and creates imbalance that costs three times as much in the long run.