Wear-Resistant Jaw Plates for Large Feed Opening Jaw Crushers
Big feed openings mean big problems. A jaw crusher with a 1200mm or wider intake is designed to swallow large boulders whole. That's the point. But those same large rocks hit the tooth plates with enormous force, and the wear pattern is completely different from what you see on smaller machines. The upper zone of the plate takes the worst punishment — high impact, heavy sliding abrasion, and constant thermal cycling from friction. Standard tooth plates that work fine on a 600mm crusher will be destroyed in weeks on a large feed opening machine.
The solution isn't just harder material. It's smarter geometry, better casting, and a wear strategy that accounts for the unique loading conditions at the top of the chamber.
Why Large Feed Openings Create Unique Wear Challenges
When the feed opening exceeds 1000mm, the crushing chamber becomes deep and the stroke length increases. This changes everything about how material interacts with the tooth plate.
The Upper Zone Takes a Beating
On a small crusher, material enters the chamber and gets gripped quickly. On a large crusher, the rock drops in from a height, bounces off the fixed jaw, slides down the plate, and only then gets crushed. That initial impact at the top of the fixed jaw plate is violent. The sliding wear as the rock travels down the plate is relentless. And because the chamber is deep, the same rock stays in contact with the plate for a longer time, generating more heat.
The result is a wear pattern that concentrates at the upper third of the plate. The teeth at the top get ground down flat within a few hundred hours. The middle and lower sections barely wear. This creates a stepped profile — wide gap at the top, narrow gap at the bottom — and the machine starts producing oversized product from the top while the bottom crushes fine.
Feed Angle Matters More Than Feed Size
Most operators focus on maximum feed size. But the angle at which material enters the chamber is equally important. Rock that drops straight down hits the plate at 90 degrees — pure impact, maximum damage. Rock that slides in at an angle hits with a combination of impact and shear — still damaging, but the wear distributes differently.
A large feed opening crusher without a proper feed distribution plate lets rock drop in from any angle. The center of the plate wears fastest because that's where most of the material lands. The edges stay relatively untouched. This creates a concave wear profile that ruins the chamber geometry and forces you to replace the plate long before the edges have even been used.
Material Selection for High-Impact Large Opening Plates
The material has to survive two things at once: the initial high-velocity impact at the top, and the prolonged sliding abrasion as material works its way down. No single material does both perfectly. You have to engineer a solution.
Manganese Steel Grades for Large Openings
Standard Mn13 isn't enough. The impact energy at the top of a large feed opening crusher is too high for Mn13 to work-harden effectively across the full surface. You need a higher alloy.
Mn18Cr2 is the minimum for large opening applications. With manganese pushed to 17–19% and chromium at 1.8–2.2%, this alloy work-hardens faster and reaches a higher surface hardness under impact. The wear resistance improves by 30 to 40 percent compared to Mn13, and the toughness is still high enough to resist cracking under heavy impact loads.
For the most abrasive materials — river gravel with quartz, basalt, or any siliceous rock — Mn22Cr2 is the better choice. The manganese content of 20–24% and chromium of 1.5–2.5% gives you the highest abrasion resistance in the manganese steel family. The tradeoff is reduced toughness. On a large crusher where the top zone sees constant impact, this matters. You don't want the plate to crack at the tooth roots.
Tungsten Carbide Inlays at the Impact Zone
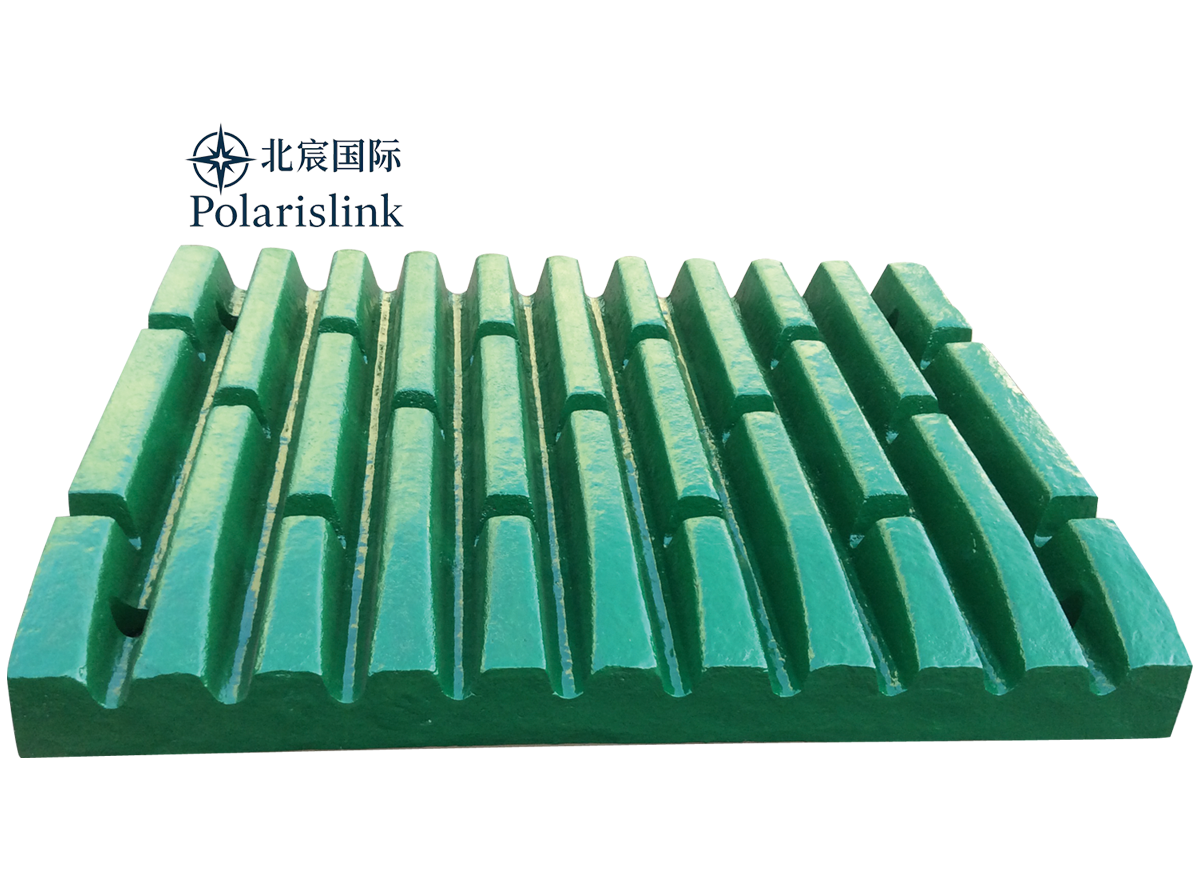
The most effective approach for large feed opening crushers is a composite plate: high manganese steel base with tungsten carbide inlays concentrated at the upper impact zone.
The carbide rods — typically YG15 or YG20 grade — get cast directly into the top 8 to 12 rows of teeth on the fixed jaw and the corresponding zone on the movable jaw. YG20 (80% WC, 20% Co) delivers HRA 80–83.5 hardness, which is roughly four times harder than the manganese matrix. The carbide takes the impact and the abrasion. The manganese steel absorbs the shock and holds everything together.
Placement density is critical. The top three rows of teeth get the densest carbide packing — sometimes six rods per tooth. The rows below that get progressively fewer rods. By the time you reach the middle of the plate, there are no carbide inlays at all. This gradient matches the wear pattern: heaviest wear at the top, lightest at the bottom. The entire plate wears out at roughly the same time instead of the top disappearing while the bottom sits there doing nothing.
Casting Techniques That Make Large Plates Last
Material is only half the equation. How you cast the plate determines whether the carbide inlays stay put and whether the manganese steel develops the right microstructure.
Lost Foam Casting for Dimensional Accuracy
Large tooth plates are heavy — some weigh over a ton. Sand casting produces dimensional variations that become critical at this scale. A 5mm deviation in the curvature of a 1200mm plate changes the nip angle and throws off the entire crushing chamber geometry.
Lost foam casting eliminates most of this variation. The foam pattern vaporizes during the pour, leaving no sand-metal interface. The result is a plate with tighter tolerances, smoother surface finish, and more uniform wall thickness. For large opening crushers where every millimeter of geometry matters, this casting method is worth the extra cost.
Heat Treatment After Casting
After the pour, the plate needs residual heat treatment. The manganese steel must be water-quenched to achieve a fully austenitic structure. If the cooling is too slow, carbides precipitate at the grain boundaries and the toughness drops. If it's too fast, residual stresses build up and the plate cracks during service.
For large plates, the quenching process has to be controlled carefully. The thick sections at the tooth roots cool slower than the thin sections at the tips. This creates a hardness gradient — harder at the tips, softer at the roots. That's actually what you want. The tips need hardness to resist abrasion. The roots need toughness to resist cracking. A properly heat-treated large plate has this gradient built in by design.
Installation and Operational Practices for Large Opening Crushers
Even the best plate fails if it's mounted wrong or run badly.
Check the Frame Before Mounting
On older large crushers, the frame seating surfaces are often worn or distorted. Before bolting on a new plate, check the fixed jaw seating surface with a straight edge. If there's a gap larger than 2mm, use a shim plate. If the surface is gouged deeper than 5mm, machine it flat or weld and re-machine. A new plate on a bad seat will rock, shift, and wear unevenly within days.
The bolt pattern matters too. Large plates use more bolts than small ones — sometimes 20 or more per side. These bolts have to be torqued in a specific sequence: start from the center and work outward, in a star pattern. Tightening all the bolts in a line from one end to the other will warp the plate and create uneven contact with the frame.
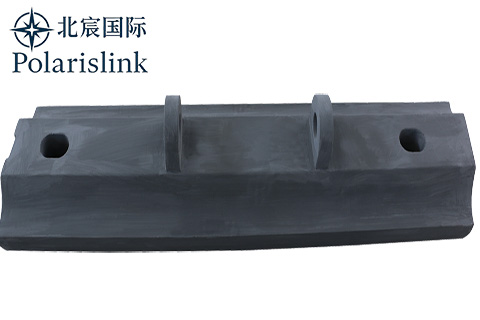
Control the Feed Distribution
A vibrating grizzly feeder or a proper feed distribution plate is not optional on a large opening crusher. Without it, material drops into the chamber in clumps. One side of the plate takes 70 percent of the wear while the other side does almost nothing. The plate wears out in half the expected time, and the product size is inconsistent.
The feed distribution plate should cover the full width of the intake and be angled to direct material toward the center of the chamber. This spreads the load evenly across both jaw plates and both cheek plates. Even wear across the full width means you get the full service life out of every plate.
Monitor the Nip Angle
The nip angle on a large crusher should stay between 19 and 23 degrees. If it opens up beyond 25 degrees, material slips instead of getting gripped. The top of the plate takes uncontrolled sliding wear instead of controlled crushing wear. Check the angle every 500 hours and adjust the toggle plate or the discharge setting to bring it back into range. A nip angle that's too tight causes packing and excessive wear at the bottom. Too wide causes slipping and excessive wear at the top. The sweet spot is narrow, and it shifts as the plates wear — so monitoring it is an ongoing job, not a one-time setup.