Selecting Wear-Resistant Liners for Small Chamber Jaw Crushers
Small chamber jaw crushers are a different beast entirely. The feed opening might be compact, the stroke is short, and the crushing action happens in a tight space where every millimeter counts. The liners in these machines wear faster than you'd expect — not because the material is harder, but because the geometry forces everything into a small zone where impact and abrasion collide constantly. Picking the wrong liner for a small cavity crusher doesn't just cost you money on replacements. It kills your throughput, ruins your product size, and puts stress on the frame that wasn't designed for it.
What Makes Small Chamber Crushers Different
A small chamber jaw crusher typically has a feed opening under 600mm and a crushing depth that's proportionally shallow. The nip angle tends to be steeper — often 22 to 26 degrees — to compensate for the limited chamber volume. This means material gets gripped aggressively and crushed in fewer strokes. The upside is high reduction ratio in a small package. The downside is that all the crushing force concentrates on a small area of the liner.
The wear pattern on a small chamber liner looks nothing like what you see on a large machine. Instead of gradual wear across the full length, you get deep gouging at the top where material enters, rapid thinning at the discharge end, and almost no wear in the middle. The liner essentially gets eaten from both ends while the center stays thick. This uneven wear profile shortens service life dramatically if you're not careful about what you put on the machine.
Material Choices That Actually Work in Tight Cavities
The material you choose for a small chamber liner has to handle high stress in a confined space. The same rules that apply to large crushers don't always translate here.
Why Standard Manganese Steel Falls Short
Mn13 has been the default jaw liner material for decades. It works fine in large chambers where the impact energy is spread across a wide area. In a small chamber, the impact energy per square millimeter is much higher. Mn13 needs a certain threshold of impact to work-harden properly. Below that threshold, it stays soft and wears fast.
In a small cavity crusher processing hard rock like granite or quartzite, Mn13 liners often never reach full work-hardening. They stay at a surface hardness of HB 180 to 220, which is barely harder than the feed material. The result is rapid wear, especially at the top of the chamber where the impact is most concentrated.
Better Alloys for Small Cavity Applications
Mn18Cr2 is a significant step up. With manganese pushed to 17–19% and chromium at 1.8–2.2%, this alloy work-hardens faster and reaches a higher surface hardness under the same impact conditions. In a small chamber where every hit counts, Mn18Cr2 liners typically last 30 to 50 percent longer than Mn13.
For the hardest materials — basalt, river gravel with high quartz content, or any abrasive rock — Mn22Cr2 is the right call. The manganese content of 20–24% and chromium of 1.5–2.5% gives you the best abrasion resistance in the manganese steel family. The surface hardness under impact can reach HB 280 to 320, which is hard enough to resist the sliding abrasion that dominates in small chambers.
Carbide Inlays for the High-Wear Zones
The most effective approach for small chamber liners is a hybrid: manganese steel base with tungsten carbide rods cast into the top impact zone and the discharge end.
The carbide rods — YG15 or YG20 grade — go into the top 5 to 8 rows of teeth and the bottom 3 to 5 rows where the material exits. The middle section stays plain manganese steel. This matches the wear pattern: heaviest at the top and bottom, lightest in the middle.
YG20 rods (80% WC, 20% Co binder) deliver HRA 80–83.5 hardness. They take the impact at the top and the abrasion at the discharge. The manganese matrix between the rods absorbs shock and holds everything together. This combination gives you the toughness of manganese steel where you need it and the hardness of tungsten carbide where wear is worst.
Liner Geometry and How It Affects Wear Distribution
Material gets all the attention, but geometry is just as important — maybe more so in a small chamber where there's no room for error.
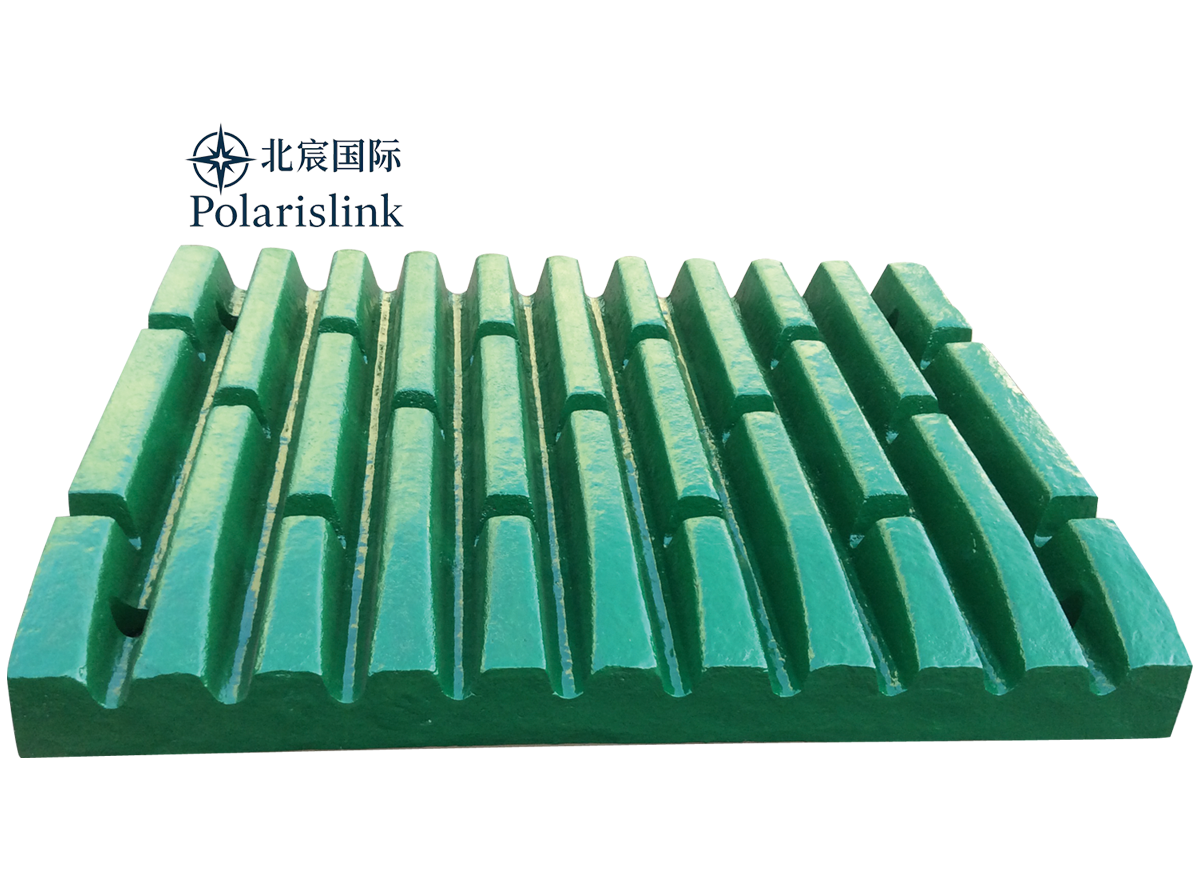
Tooth Profile and Chamber Matching
The tooth profile on a small chamber liner has to match the feed material and the chamber shape. Steep, aggressive teeth work well for hard rock because they grip material quickly and crush it in fewer strokes. But steep teeth also concentrate wear at the tooth tips.
For softer materials like limestone or sandstone, a flatter tooth profile distributes the load across a wider area and reduces peak stress on any single point. The wear spreads more evenly, and the liner lasts longer. The mistake most operators make is putting aggressive teeth on a soft material — they get good initial crushing but burn through the liner in half the expected time.
The chamber depth also matters. A deeper chamber gives material more room to be crushed, which reduces the number of impacts per particle. This lowers the peak stress on the liner and extends life. A shallow chamber forces everything into a tight space, which increases impact frequency and accelerates wear. If your small chamber crusher has a shallow cavity, you need harder material — there's no way around it.
Symmetric vs. Asymmetric Liner Designs
Most small chamber crushers use symmetric liners — the same profile on both the fixed and movable jaws. This works fine for general-purpose crushing. But if you're chasing maximum liner life, an asymmetric design is worth considering.
An asymmetric liner has a steeper angle on the fixed jaw and a shallower angle on the movable jaw. This shifts more of the crushing action to the fixed side, which takes the brunt of the impact. The movable jaw liner wears slower because it's doing less work. The net effect is more balanced wear between the two jaws, which keeps the discharge gap stable for longer.
Installation Details That Make or Break Liner Life
A perfect liner on a bad installation will fail faster than a mediocre liner on a good one. Small chamber machines are especially sensitive to installation errors because there's less margin for misalignment.
Bolt Pattern and Clamping Force
Small chamber liners use fewer bolts than large ones — sometimes as few as 8 to 12 per side. Each bolt carries more load, which means the clamping force has to be precise. Too loose and the liner shifts under impact, creating gaps that accelerate wear. Too tight and the liner cracks at the bolt holes.
The bolt tightening sequence matters. Start from the center of the plate and work outward in a star pattern. Never tighten all the bolts in a line from one end to the other — this warps the liner and creates uneven contact with the jaw surface.
Checking the Jaw Seating Surface
Before mounting a new liner, check the jaw seating surface for gouging. On small chamber crushers, the seating surface is narrow, so even a 2mm gouge represents a significant percentage of the total contact area. If the gouge is deeper than 2mm, use a shim plate. If it's deeper than 4mm, the surface needs to be machined flat before any new liner goes on.
A liner that doesn't sit flush on the jaw will rock under load. That rocking motion creates impact at the edges of the liner instead of controlled crushing in the center. Within a few hundred hours, the edges chip and the liner fails prematurely.
Running Practices That Extend Small Chamber Liner Life
Even the best liner won't last if the machine is run wrong.
Keep the feed size within spec. Small chamber crushers have limited capacity — dropping oversized rock into the chamber doesn't increase throughput, it just hammers the liner. Every piece of rock larger than 80 percent of the feed opening should be removed before it enters the machine.
Control the feed rate. A small chamber crusher runs best when it's fed consistently, not in surges. A surge of material packs the chamber, increases the load on the liners, and causes uneven wear. Use a vibrating feeder with controlled speed to keep the feed steady.
Check the nip angle every 300 to 500 hours. On a small chamber crusher, the nip angle should stay between 20 and 24 degrees. If it opens beyond 26 degrees, material slips instead of getting gripped, and the top of the liner takes uncontrolled sliding wear. Adjust the toggle plate or the discharge setting to bring the angle back into range before the liner wears unevenly.