How Surface Texture on Jaw Crusher Tooth Plates Affects Crushing Performance
Most operators look at the material of a tooth plate and stop there. Manganese steel, high chromium iron, carbide inlays — that's what gets discussed. But the surface texture? The grooves, ridges, and patterns machined or cast into the face of the plate? That gets ignored more often than it should. And it's a mistake. Surface texture directly controls how material grips, how it flows through the chamber, and how evenly the plate wears. A smooth plate and a textured plate made from the exact same alloy can have completely different service lives and completely different product quality.
What Surface Texture Actually Does Inside the Chamber
When rock enters the crushing chamber, it doesn't just sit there and get squeezed. It moves. It tumbles, slides, bounces, and rotates between the two jaws. The surface texture of the tooth plate is what determines how that motion happens.
A completely smooth surface lets material slide freely. That sounds good for reducing wear, but it's actually terrible for crushing efficiency. If the rock slides instead of gripping, it passes through the chamber without being fully broken. You get more fines than you want, the product size drifts, and the machine has to work harder to achieve the same reduction ratio.
A heavily textured surface grabs the material and holds it in the crushing zone longer. More crushing strokes per particle, better size control, higher throughput. But the tradeoff is increased abrasion on the plate itself. The ridges act like tiny cutting edges that dig into the rock — and the rock digs back.
The goal is finding the right texture for your specific feed material and chamber geometry. There's no universal best pattern. What works for granite will destroy your liner life on limestone.
Common Texture Patterns and Where They Perform Best
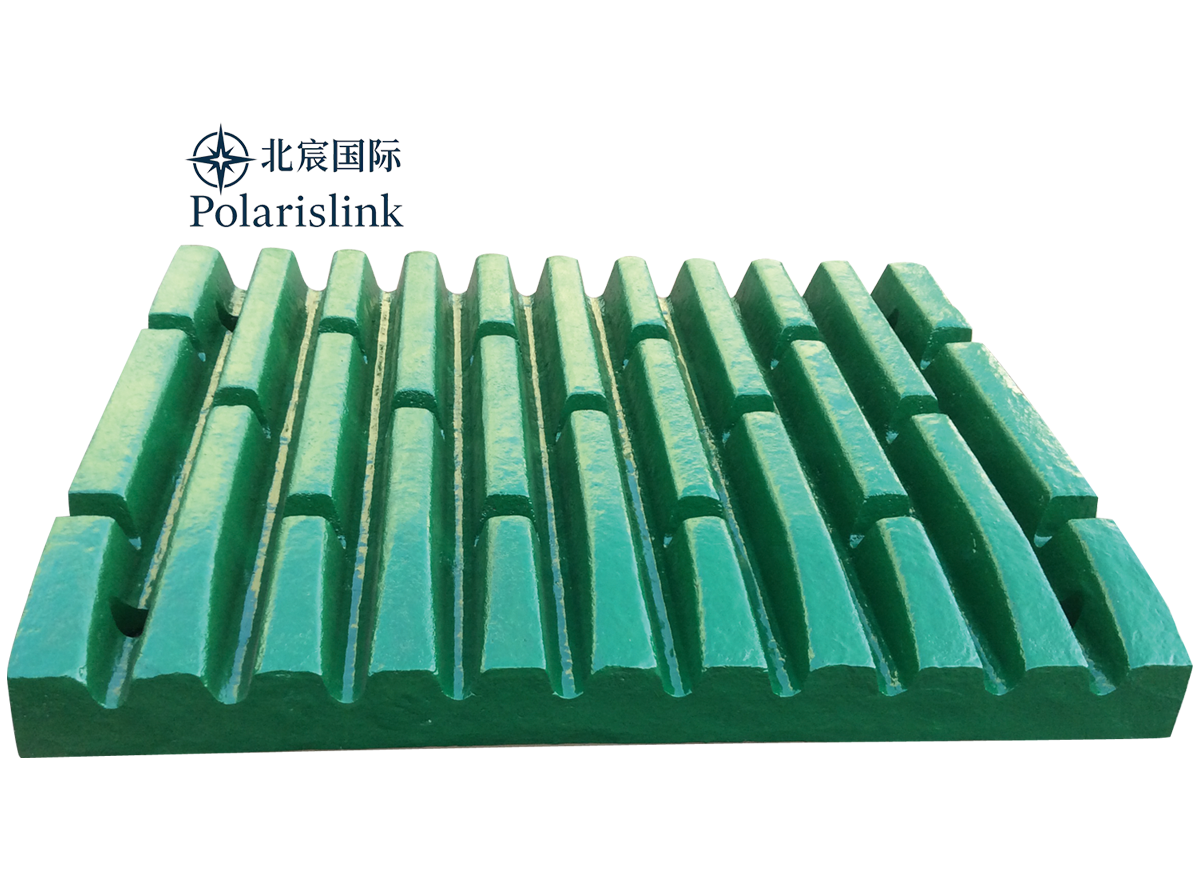
Longitudinal Grooves
Longitudinal grooves run parallel to the direction of material flow — top to bottom on the fixed jaw, bottom to top on the movable jaw. These are the most common pattern on standard jaw plates, and for good reason.
The grooves channel material downward through the chamber. Instead of sliding sideways and creating uneven wear across the width of the plate, the rock follows the grooves and exits in a more controlled stream. This reduces the tendency for material to pack on one side of the chamber, which is a major cause of asymmetric wear on jaw plates.
Longitudinal grooves also help with discharge. Material that's been crushed to the target size slides down the grooves and exits cleanly. Material that's still too large gets trapped in the deeper parts of the chamber for another pass. This self-sorting effect improves product consistency without any operator intervention.
The downside: longitudinal grooves concentrate wear at the groove edges. The ridges between the grooves take the abrasion while the groove bottoms stay relatively protected. Over time, this creates a corrugated wear pattern — ridges worn down, valleys still deep. The plate thickness decreases unevenly, and you end up replacing it before the valleys have even been fully used.
Chevron or Herringbone Patterns
Chevron patterns angle across the plate in a V-shape, pointing downward on the fixed jaw and upward on the movable jaw. This creates a pumping action — material gets pushed toward the center of the chamber on every stroke.
This pattern works exceptionally well for sticky or wet material. Clay, laterite, or any feed with high moisture content tends to pack on smooth or longitudinally grooved plates. The chevron pattern breaks up that packing action and keeps material moving. The result is less choking, more consistent throughput, and significantly less buildup on the plate surface.
For hard, dry, abrasive rock like granite or quartzite, chevron patterns are less ideal. The angled ridges create more cutting edges per square millimeter than longitudinal grooves, which means more abrasion on the plate. The service life drops by 20 to 30 percent compared to a longitudinal pattern on the same material. But if you're fighting packing problems, the tradeoff is worth it.
Random Roughened Surfaces
Some operators skip machined patterns entirely and go for a random roughened surface — basically a rough cast finish with no deliberate geometry. This is common on high manganese steel plates where the work-hardening effect is the primary wear resistance mechanism.
A random rough surface has no preferred direction for material flow. The rock grips everywhere, which is good for initial crushing. But it also creates unpredictable wear patterns. Some areas wear fast, some stay thick, and the plate develops an irregular profile that throws off the chamber geometry. This approach only works when the material itself is tough enough to work-harden the surface consistently — which means Mn18Cr2 or higher, not standard Mn13.
How Texture Interacts With Material Type
The feed material dictates the texture, not the other way around. Getting this wrong is the fastest way to burn through expensive wear parts.
Hard Abrasive Rock
Granite, basalt, quartzite — these materials are sharp, angular, and extremely abrasive. They cut into any surface they contact. On these feeds, you want a texture with fewer cutting edges. Longitudinal grooves with wide spacing are better than chevron or fine patterns. The wider the groove, the less ridge material there is to get cut away.
The depth of the groove matters too. Shallow grooves (3 to 5mm deep) on hard rock reduce the number of stress concentration points where cracks can start. Deep grooves (8 to 12mm) look aggressive but they create notch effects at the groove roots, which accelerates cracking under impact.
Soft Non-Abrasive Rock
Limestone, sandstone, marble — these materials are soft but they can be sticky. They don't cut the plate much, but they pack and clog. A chevron or herringbone pattern works best here because it keeps material moving and prevents buildup. The aggressive texture also helps grip the soft material, which improves crushing efficiency.
On soft rock, you can afford deeper grooves — 8 to 15mm — because the material isn't hard enough to cut the ridge edges. The deeper grooves give you better material control without sacrificing plate life.
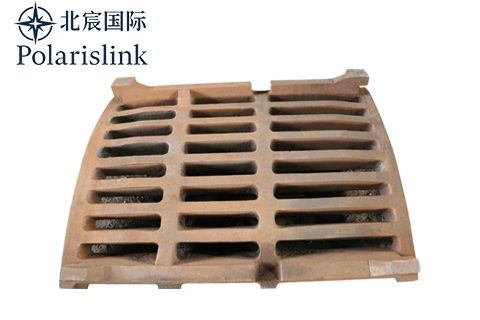
Recycled Concrete and Mixed Waste
This is the toughest application for surface texture. Concrete contains rebar, bricks, glass, and asphalt mixed with the aggregate. The feed is unpredictable — one chunk might be soft mortar, the next might be a steel-reinforced slab.
A moderate longitudinal groove pattern with medium spacing (5 to 8mm deep, 15 to 20mm apart) is the safest choice. It channels material without creating too many cutting edges for the abrasive aggregate to attack. Avoid chevron patterns on concrete — the angled ridges catch rebar and twist the plate, leading to cracking.
The Hidden Role of Texture in Wear Uniformity
Here's something that doesn't get talked about enough: surface texture directly affects how evenly the plate wears.
A plate with no texture wears fastest where the impact is highest — the top of the fixed jaw. The wear concentrates in a small zone, and the rest of the plate sits there doing almost nothing. You replace the plate when the top is gone, even though 70 percent of the material is still good.
A plate with the right texture spreads the wear across a wider area. The grooves distribute the contact stress. Material gets gripped in multiple places instead of one, so the load shares across the full face of the plate. The wear profile stays flatter for longer, and you get closer to using 100 percent of the plate before replacement.
This is why two plates made from the same alloy can have vastly different service lives. The material is identical. The texture is different. And texture is what determines whether the plate wears evenly or burns out in one spot.
What to Look for When Inspecting Texture Wear
When you pull a tooth plate off the machine, don't just measure thickness. Look at the texture.
If the grooves are still sharp and deep but the ridges between them are worn flat, the texture is doing its job — it's spreading the wear. This plate has life left in it. Flip it and reinstall it.
If the grooves have filled in and the surface looks smooth, the texture is gone. The plate is now relying entirely on bulk material resistance, which means it's wearing much faster than it should be. Replace it.
If the grooves are cracked at the roots, the texture was too aggressive for the material. The notch effect created stress concentrations that propagated under cyclic loading. Next time, go with wider spacing and shallower depth.
Check the texture on both jaws. They should wear symmetrically. If one jaw's grooves are gone and the other jaw's are still sharp, your feed distribution is off or your nip angle is wrong. The texture is telling you something about how the machine is running — if you know how to read it.