Jaw Crusher Wear Parts Pre-Wear Protection: What Actually Works
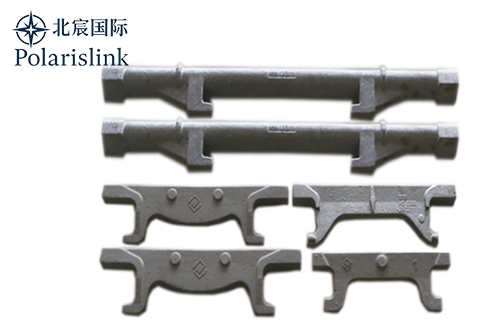
Every hour a jaw crusher runs, its wear parts take a beating. The fixed and movable jaw dies grind against rock, the toggle plates absorb shock loads, and the side plates weather constant abrasion. Without a solid pre-wear protection strategy, operators end up chasing frequent replacements, unplanned downtime, and spiraling maintenance costs.
The good news? Most premature wear is preventable. It comes down to material science, settings, and daily operating habits.
Why Jaw Crusher Wear Parts Fail Before Their Time
Most people assume wear parts die because the rock is too hard. That is only part of the story. In reality, the number one killer of jaw plates, toggle seats, and cheek plates is not the material itself — it is how the machine is fed and how it is adjusted.
Oversized feed material slams into the crushing chamber with excessive force, loading components far beyond their design capacity. Small feed material, counterintuitively, accelerates wear at the bottom of the cavity because the jaw dies grind rock-on-rock with no cushioning effect. The nip angle matters too. A nip angle that is too large causes the feed to gouge upward during the compressive stroke, chewing through the tooth profile from the top down.
Then there is the closed side setting (CSS). This single parameter defines maximum product size and directly controls capacity, gradation, power draw, and wear rate. Running too tight a CSS means the material never fully breaks before the next cycle, compounding stress on every wear surface.
Material Selection: The First Line of Defense
The manganese content in your jaw plates is the single most critical factor for wear life. Manganese steel works by strain hardening — the surface gets harder the more it is worked. But this only works when the manganese percentage matches the application.
For hard, non-abrasive materials like granite or basalt, 14% manganese (Mn13) works surprisingly well. For highly abrasive ores like quartzite or iron ore, step up to 18% manganese (Mn18Cr2) or even 22% manganese (Mn22Cr2). The chromium additions further boost hardness and resistance to gouging. Some operations push toward alloyed grades like KMTBCr26, which combines 25-27% chromium with moderate manganese for extreme abrasion resistance.
Beyond manganese steel, Hardox wear plate and ceramic-metal composite liners have gained traction for hopper walls and feed chutes. Pure ceramic liners crack under impact, but a steel-ceramic hybrid gives you the abrasion resistance of ceramic with the toughness of metal. That combination is especially effective at the feed point where material drops in at high velocity.
Operating Practices That Dramatically Extend Wear Life
Getting the material right is half the battle. How you run the machine is the other half.
Feed Size and Arrangement Matter More Than You Think
Check feed size before it enters the cavity. The maximum feed should be roughly 80% of the feed opening. Anything larger overloads the frame and accelerates wear on the jaw plates and toggle seats. At the same time, avoid feeding material that is too fine — it concentrates wear at the bottom of the cavity and wastes the upper tooth profile.
Feed arrangement matters equally. Uneven distribution across the cavity creates localized hot spots where one side of the jaw die wears three times faster than the other. Use a properly designed feed chute with wear buttons or chocky bars to center the material and protect the chute walls.
Optimize CSS and Nip Angle for Your Specific Rock
Every rock has a sweet spot. Run a compression test to determine the psi strength of your material — this tells you the correct CSS and reduction ratio. For most jaw crushers, the CSS is calculated by deducting the stroke from the open side setting (OSS). Keep the CSS within the manufacturer's minimum recommendation. Going tighter does not produce finer product — it just destroys your wear parts faster.
The nip angle should stay as small as practical. A tight nip angle improves capacity and reduces the upward grinding action that eats into the tooth profile. On Nordberg C Series machines, for example, the nip angle geometry is built into the cavity design, but even small deviations in jaw die alignment can throw it off.
Dust Control and Lubrication Are Not Optional
Water used for dust suppression can be brutally abrasive if the nozzles are aimed wrong. A misplaced nozzle blasting water directly onto the jaw dies will cut their life in half. Position nozzles to target dust at the transfer points, not the wear surfaces.
Lubrication keeps the toggle seat, pitman bearing, and eccentric shaft running cool. Dry metal generates heat, and heat softens manganese steel right where you need it hardest. Follow the recommended lubrication schedule religiously — it is cheaper than a single set of jaw plates.
Installation Matters: Get the Fit Right the First Time
A perfectly cast jaw plate will wear out fast if it is not seated correctly. The wedge blocks that hold the swing and fixed jaw plates must be torqued to spec. When wedges wear, the jaw plates shift, creating uneven contact and accelerated gouging. Inspect wedges at every plate change and replace them before the jaw plates show damage.
Toggle seats take hidden damage every time an uncrushable object enters the chamber. The toggle plate is designed to break and protect the frame, but when it fails, it grinds the swing jaw and toggle seat. Check these parts during routine inspections, not just when something goes wrong.
Side plates form the walls of the crushing chamber and take constant abrasion. They are often overlooked until they wear through and the frame starts taking damage. Replace side plates when the thickness drops below the minimum spec — do not wait for metal-on-metal contact.
Building a Pre-Wear Protection Routine
The operators who get the most life from their wear parts do not wait for failure. They inspect jaw plates weekly in high-volume operations, check CSS daily, verify feed size at every shift change, and keep a log of wear patterns. When the tooth profile starts to thin or the plate weight drops, that is the signal to change — not after the plate cracks.
Pre-wear protection is not about buying the most expensive manganese grade. It is about matching the right material to the right rock, running the machine within its design parameters, and catching problems before they cascade. Do that, and your jaw crusher wear parts will outlast the ones running on luck alone.