Cone Crusher Liner Cavity Matching: How Profile and Wear Resistance Work Together
Most operators pick a liner based on one thing — how long it lasts. But longevity is not just about the material. It is about whether the cavity profile matches the wear characteristics of the liner. A high-chrome mantle in a steep cavity will still fail fast if the geometry is wrong. A manganese bowl liner in a flat cavity will wear unevenly no matter how tough the alloy is.
The cavity shape and the wear resistance of the liner are two sides of the same coin. Get one wrong and the other does not matter.
What Cavity Profile Actually Means for Wear
Cavity profile refers to the shape of the crushing chamber — the angle of the mantle, the curve of the bowl liner, and how they form the space where rock gets broken. Every crusher has multiple cavity options, from coarse to fine, and each one changes where the rock contacts the liners and how much force it takes to crush.
Steep Cavities Load the Top, Flat Cavities Load the Bottom
A steep cavity has a tight nip angle at the top. Rock enters and gets crushed quickly in the upper portion of the chamber. This means the top of the mantle takes most of the impact and abrasion. The bottom of the bowl liner sees less work. In a flat cavity, the opposite happens — rock travels further down before breaking, so the bottom of the bowl liner does the heavy lifting while the top sees less stress.
If you put a liner with high abrasion resistance at the top in a steep cavity, it makes sense. But if you put the same liner in a flat cavity, the bottom wears out while the top sits there barely touched. You are paying for wear resistance in the wrong place.
The Eccentric Throw Changes Everything
Throw is the distance the mantle moves during each rotation. High throw means more compression per stroke, which accelerates wear on both mantle and bowl liner. Low throw reduces wear rate but also reduces capacity. The cavity profile must match the throw — a steep cavity with low throw will not crush efficiently, and a flat cavity with high throw will overload the bottom liner.
How Liner Metallurgy Interacts With Cavity Geometry
The material of the liner does not exist in a vacuum. It performs differently depending on where it sits in the cavity and what kind of forces it sees.
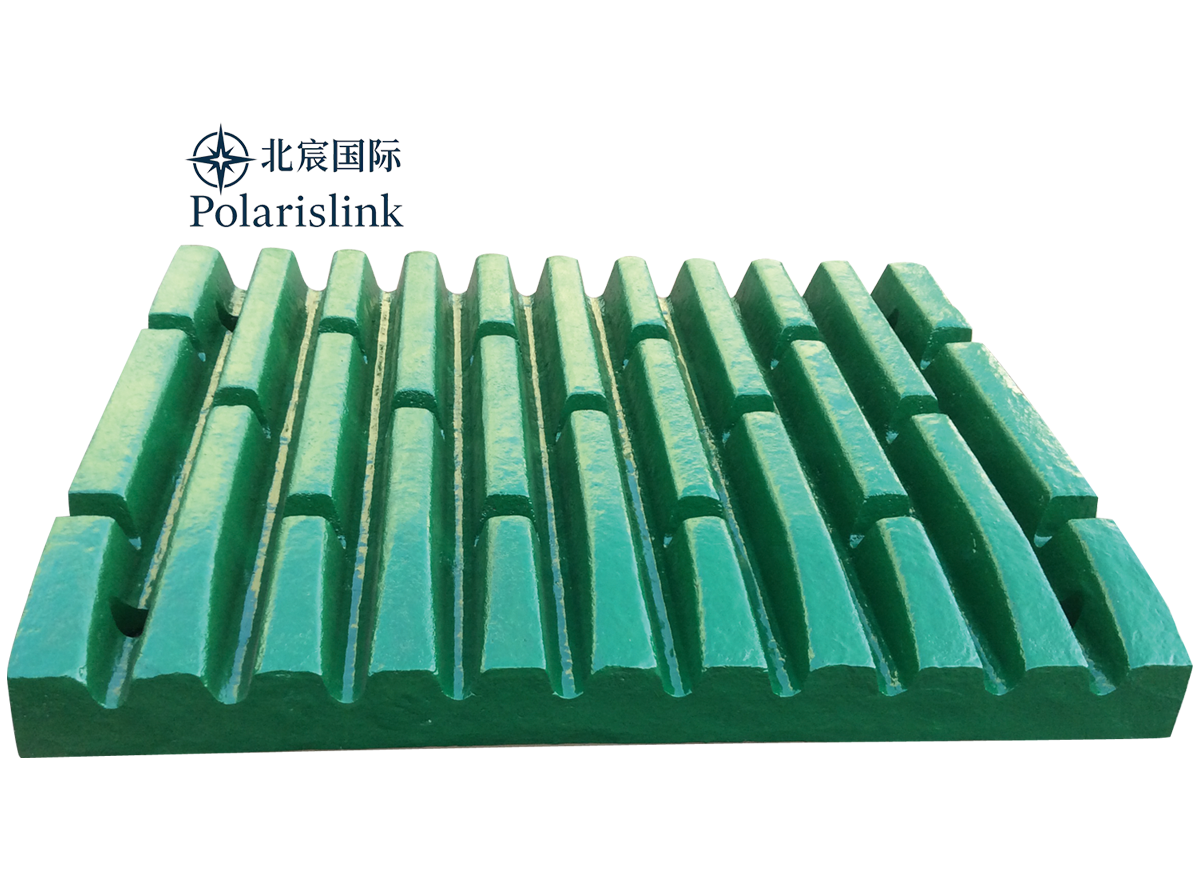
Manganese Steel Needs Impact, Not Just Abrasion
Manganese liners work by strain hardening. They get harder the more they are hit. That makes them ideal for the top of a steep cavity where impact loads are highest. But in a flat cavity where abrasion dominates at the bottom, manganese steel wears fast because it never gets enough impact to harden. The surface stays soft and gets ground away.
This is why manganese liners are often paired with steep cavities in primary crushing. The geometry gives them the impact they need to perform. Put the same liner in a fine crushing cavity and it will not last.
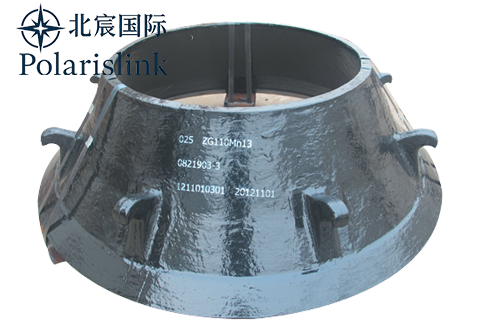
High-Chrome Liners Thrive Where Abrasion Dominates
High-chrome white iron is hard from the start. It does not need impact to harden — it is already hard. That makes it perfect for the bottom of a flat cavity where rock grinds against the liner for a long time before breaking. The chrome carbides resist abrasion even when there is no impact to trigger strain hardening.
But high-chrome is brittle. If you put it at the top of a steep cavity where impact loads are severe, it will crack and chip. The geometry and the metallurgy must complement each other.
Composite Liners Fill the Gap
Some operations use ceramic-metal composite liners in the transition zone — the area between the top and bottom of the cavity where both impact and abrasion occur. The ceramic tiles handle abrasion while the metal backing absorbs impact. This works well in medium-profile cavities where neither extreme dominates. The key is placing the composite where the wear mechanism is mixed, not where it is purely impact or purely abrasive.
Matching Cavity to Rock Type and Crushing Stage
The right match depends on what you are crushing and what stage of reduction you are in.
Primary Crushing: Steep Cavity, Tough Mantle
In primary crushing, you are taking run-of-mine rock and breaking it down for the first time. The rock is hard, the feed is large, and the impact loads are severe. A steep cavity with a manganese mantle handles this well. The steep angle grabs the rock early, the manganese work-hardens under impact, and the bowl liner sees moderate wear because most of the crushing happens at the top.
Do not use a flat cavity here. The rock will travel too far down, the bottom liner will take punishing abrasion, and you will burn through liners in weeks.
Secondary and Tertiary: Flat Cavity, Hard Liner
Secondary and tertiary crushing deal with pre-broken material that is smaller and more abrasive. Impact loads are lower but abrasion is higher because the rock has sharp edges and high silica content. A flat cavity keeps the rock in the chamber longer, producing finer product, and a high-chrome bowl liner resists the grinding action at the bottom.
The mantle in this stage can be manganese or composite — it does not take as much impact as primary. But the bowl liner must be hard enough to handle constant abrasion without thinning out.
The Hidden Problem: Mismatched Mantle and Bowl Liner Wear Rates
Here is something most operators overlook. The mantle and the bowl liner do not wear at the same rate. If they are not matched, one will wear out while the other still has life left. That is wasted money.
When the Mantle Wears Faster Than the Bowl
This happens in steep cavities with high-throw settings. The top of the mantle takes all the punishment while the bowl liner barely gets touched. You end up replacing the mantle every few weeks while the bowl liner is still 80% thick. The fix is to either switch to a flatter cavity or use a harder mantle alloy that resists the concentrated impact.
When the Bowl Liner Wears Faster Than the Mantle
This is common in flat cavities with abrasive rock. The bottom of the bowl liner grinds down fast while the mantle sits up top barely worn. You are replacing the bowl liner constantly while the mantle could run for months. The solution is a higher-chrome bowl liner or moving to a steeper cavity that shifts the wear up toward the mantle.
Balancing Wear Rates Saves Money
The goal is to have both liners reach minimum thickness at roughly the same time. That means adjusting the cavity profile, throw, and metallurgy until the wear patterns align. It takes a few change cycles to dial in, but once you find the right combination, your liner costs drop significantly because nothing is being replaced early.
How to Tell If Your Cavity and Liner Are Mismatched
You do not need fancy software to spot a mismatch. Look at the wear pattern after each change.
If the mantle is worn thin at the top but thick at the bottom, your cavity is too steep for the material you are crushing. If the bowl liner is worn at the bottom but the top is pristine, your cavity is too flat. If both are worn evenly all the way around, the geometry is right but you might be feeding off-center.
Check the wear pattern on every liner change. Take photos. Over time, you will see trends that tell you whether the cavity needs to change or the metallurgy needs to shift. That data is worth more than any specification sheet.
Adjusting Cavity Without Changing Liners
Sometimes the fix is not new liners — it is a different cavity. Swapping from a coarse to a medium profile changes where the wear concentrates without touching the metallurgy. This is the cheapest way to extend liner life when the material changes or the product requirement shifts.
Make the change gradually. Jumping from a coarse to a fine cavity overnight will shock the crusher and cause uneven wear during the transition. Move one step at a time and monitor the wear pattern after each change.
The cavity shape and the liner material are not separate decisions. They are one decision. Treat them that way and your wear parts will last longer, your product will be more consistent, and your costs will drop without changing a single alloy.